Design
Rooms
Bathroom
Bedroom
Kitchen
Living Room
All Rooms
Styles
Bohemian
Desert
Farmhouse
Midcentury
All Styles
all design stories
Spotlight
How To
Topics
DIY
Cleaning
Home Hacks
Outdoors
Organizing
Paint
Repair
Spotlight
Lifestyle
Topics
Entertaining
Food
Wellness
Real Estate
Travel
Spotlight
News & Shopping
Topics
News
Shopping
Spotlight
Features
Series
Tours
Architects of Impact
The Hometeliers
Neighborhood Watch
More Features
Spotlight
Join Our Newsletter
Home
DIY
DIY
By
Chris Deziel
Expert Reviewed
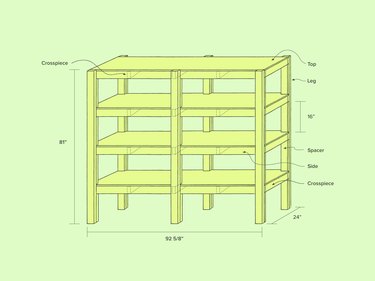
How to Build Basement Storage Shelves
DIY
By
Kaelin Dodge
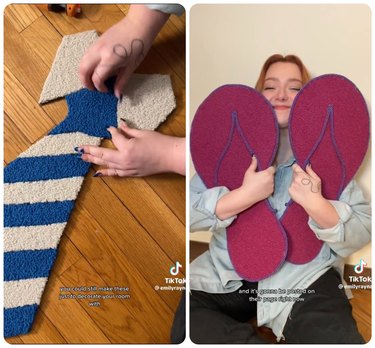
This DIY Smashed Bottle Art Looks Like It Costs $5,000
DIY
By
Kaelin Dodge
It's Surprisingly Easy to DIY a $5 Cat Scratcher You'll Actually Want in Your Home
DIY
By
Caroline Burke
Add Chic Reeded Glass to the Popular IKEA Billy Bookcase
DIY
By
Trisha Sprouse
Create These Lovely Sage Green Floral Cupcakes
DIY
By
Trisha Sprouse
Easy-to-Make Artisan Paper Mache Vase
DIY
By
Alice & Lois
Transform an IKEA Nightstand Into a Bedroom Beauty
DIY
By
Caroline Burke
DIY Rainbow Furniture Knobs for Kids
DIY
By
Alice & Lois
Transform an IKEA Lack Coffee Table Into a Concrete Table
DIY
By
Trisha Sprouse
DIY Mushroom Stool (and Storage Container)
DIY
By
Caroline Burke
How to Tile a Decorative Fireplace Hearth
DIY
By
Trisha Sprouse
These DIY Shower Steamers Make Bathrooms Feel Like a Spa
DIY
By
Trisha Sprouse
IKEA Pax Pantry Hack
DIY
By
Laurie Gunning Grossman
The Very Best IKEA Hacks of 2022
DIY
By
Trisha Sprouse
Add Decorative Trim to Your Curtains (No Sewing Required)
DIY
By
Alice & Lois
Create Vintage-Inspired Holiday Ornaments Using Baking Soda
DIY
By
Caroline Burke
Transform Plain Candles Into Twisted Beauties
DIY
By
Trisha Sprouse
Transform an IKEA Kallax Shelf Into a Fluted Beauty
DIY
By
Alice & Lois
Make a Spindle-Inspired Lamp Using Spackle
DIY
By
Alice & Lois
Transform an IKEA Jute Rug Into This Checkerboard Beauty
DIY
By
Trisha Sprouse
DIY Faux Shady Lady Olive Tree
DIY
By
Trisha Sprouse
Turn Regular Wallpaper Into Peel-and-Stick
DIY
By
Trisha Sprouse
DIY Fortune Teller Shadow Box
DIY
By
Alice & Lois
DIY Brass Rail Gallery Shelf That Radiates Charm
DIY
By
Alice & Lois
Use Natural Corn Husks to Create This Autumnal Wreath
DIY
By
Alice & Lois
These DIY Linen-Covered Pumpkins Are So Charming
DIY
By
Trisha Sprouse
DIY Hauntingly Chic Plaster Bones Picture Frame
DIY
By
Alice & Lois
Chain Stitch Embroidery Technique Anyone Can Do
DIY
By
Alice & Lois
Prepare Your Coffee: This Pumpkin Spice Syrup Recipe Has Arrived
DIY
By
Trisha Sprouse
DIY Spooky Chic Serpent Candleholder
DIY
By
Trisha Sprouse
Turn a Nightstand Into a Cute Play Kitchen
DIY
By
Trisha Sprouse
Install Picture Frame Molding in Any Room With Our Easy DIY
DIY
By
Alice & Lois
Cute, Creative Taper Candles to DIY
DIY
By
Alice & Lois
Turn an IKEA Lack Table Into a Burlwood Beauty Using Contact Paper
DIY
By
Stephanie Valente
Style a Backyard Barbecue That’s Pure Summer Fun
DIY
By
Helen Sidebotham
How to Turn Your Next At-Home Gathering Into an Epic Game Night
DIY
1
2
3
4
5
>
Report an Issue
Contact*:
Severity*:
High
Normal
Low
Description*:
Screenshot loading...
Cancel
Submit
By creating an account you agree to the Hunker
Terms of Use
and
Privacy Notice